


Precyzyjna wkładka do tłoczenia
Shenzhen Xincheng Precision Technology Co., Ltd. specjalizuje się w ultraprecyzyjnej obróbce elektroerozyjnej powolnym drutem, cięciu profili w mikroskali, precyzyjnej obróbce węglika wolframu oraz produkcji precyzyjnych elementów form. Firma jest wyposażona w wysoce precyzyjne maszyny EDM wolnodrutowe – takie jak Sodick AP250L i Seibu MM35HP – a także automatyczne systemy inspekcyjne serii Keyence IM. Dzięki temu możemy podejmować bardzo wymagające, ultraprecyzyjne projekty mikroobróbki i dostarczać Państwu wysokiej jakości precyzyjne wkładki do sztancowania.
Wyślij zapytanie
Opis produktu
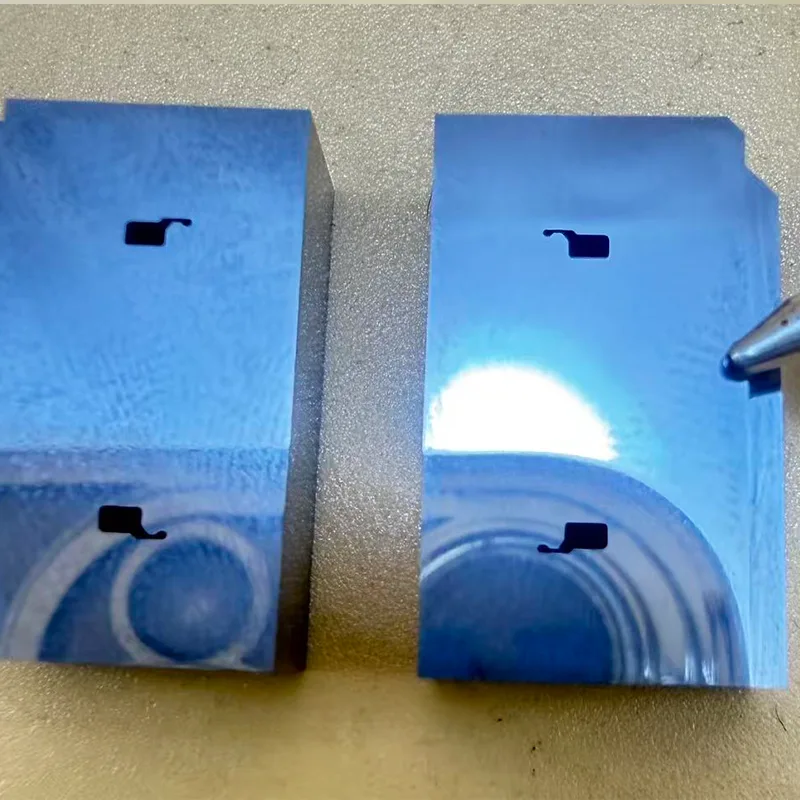
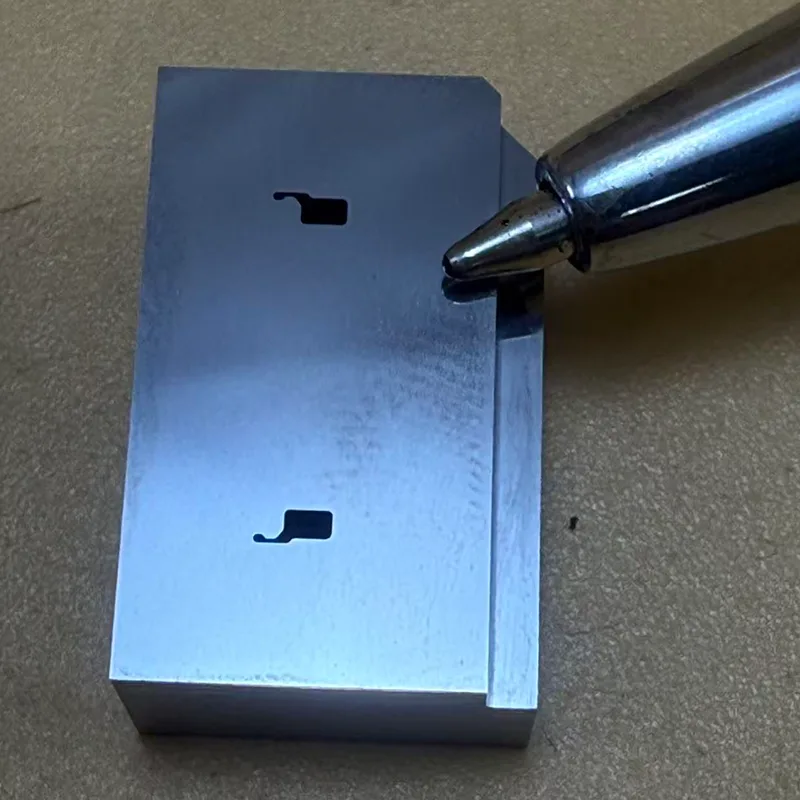
W tym studium przypadku szczegółowo opisano projekt ultraprecyzyjnej obróbki elektroerozyjnej powolnym drutem dla wysokiej klasy precyzyjnej płytki do wycinania sztancującego. Wkładka wykonana jest z węglika spiekanego KD20 (węglik wolframu) o twardości materiału HRA 90–92; stanowi typowy przykład ultraprecyzyjnego elementu formy o wysokiej twardości i dużej kruchości. Geometria produktu obejmuje skomplikowane mikroprofile, proste krawędzie tnące o zerowym zbieżności i złożone, precyzyjnie stożkowe struktury. Wkładki te są szeroko stosowane w dziedzinie form złączy, form układów scalonych i półprzewodników, precyzyjnego sprzętu do nowych zastosowań energetycznych oraz wysokiej klasy elektronicznych matryc do tłoczenia.
Parametry obróbki
|
Przetwarzanie przedmiotu |
Szczegóły parametrów |
|
Nazwa przedmiotu obrabianego |
Precyzyjna wkładka krawędzi tnącej do tłoczenia |
|
Sprzęt do przetwarzania |
Elektrodrążarka drutowa Sodick AP250L |
|
Średnica drutu elektrodowego |
Ultracienki drut miedziany o średnicy 0,05 mm |
|
Technologia przetwarzania |
1 cięcie zgrubne + 8 przycinania wykańczającego |
|
Sprzęt testujący |
Automatyczny przyrząd do pomiaru obrazu Keyence IM-1220 |
|
Materiał przedmiotu obrabianego |
Stop węglika wolframu KD20 |
|
Twardość materiału |
HRA 90 ~ 92 (około HRC 69 ~ 72) |
|
Tolerancja wymiarowa |
±0,001 mm |
|
Metoda obróbki zewnętrznej |
Połączony proces cięcia i szlifowania materiału stałego |
|
Prosta konstrukcja ostrza |
Ostrze proste o wysokości 2 mm i zerowym stożku 0° |
|
Struktura cięcia stożkowego |
Cięcie stożkowe o pełnym okręgu 0,5° w dolnej części |
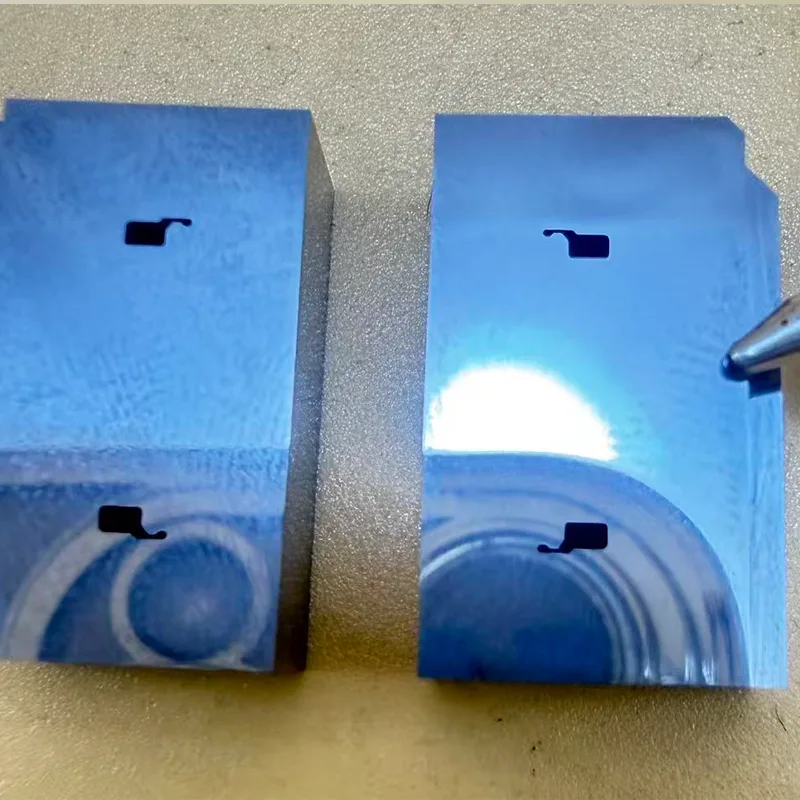
Wymagania dotyczące procesu obróbki podstawowej
Profil zewnętrzny jest przetwarzany przy użyciu połączonej strategii cięcia i szlifowania, aby zapewnić dokładne ustalenie wymiarów odniesienia w jednej operacji, zwiększając w ten sposób ogólną precyzję montażu i spójność punktu odniesienia.
Wnęka wewnętrzna posiada jednostronny naddatek na obróbkę +0,005 mm. Poprzez wielokrotne przejścia wykańczające stopniowo zbliżamy się do wymiarów, aby zminimalizować efekty termiczne i dryft wymiarowy.
Wewnętrzna prosta krawędź tnąca o wysokości 2 mm jest ściśle kontrolowana w celu utrzymania stożka 0° (zero), co zapewnia doskonałą jakość powierzchni cięcia i spójność krawędzi skrawającej.
Dolna część krawędzi skrawającej ma na całym obwodzie stożek 0,5° (kąt przyłożenia), aby zwiększyć stabilność wyrzutu złomu podczas ciągłych operacji tłoczenia.
Każdy przedmiot obrabiany poddawany jest pełnowymiarowej kontroli przy użyciu w pełni automatycznego systemu pomiaru obrazu Keyence IM-1220, ustanawiającego system kontroli w pętli zamkniętej pomiędzy obróbką a kontrolą.
AP250L + drut 0,05 mm + 1 kontrola procesu cięcia zgrubnego / 8 kontroli procesu cięcia wykańczającego
Obróbka odbywa się przy użyciu bardzo cienkiego drutu miedzianego o średnicy 0,05 mm, co stawia niezwykle wysokie wymagania w zakresie stabilności sprzętu, kontroli wyładowań elektrycznych i kontroli naprężenia drutu.
Podczas procesu obróbki stosowana jest strategia stopniowego zmniejszania energii wyładowania przy każdym przejściu wykańczającym. Obejmuje to jedno przejście obróbki zgrubnej, po którym następuje osiem przejść wykańczających o bardzo niskim zużyciu energii, aby stopniowo zmniejszyć wewnętrzne naprężenia szczątkowe w materiale z węglika wolframu KD20. Wielokrotne przejścia wykańczające skutecznie zmniejszają grubość warstwy narażonej na wyładowania elektryczne, poprawiają integralność strukturalną krawędzi tnącej oraz wydłużają odporność na zużycie i żywotność ostrza.
W obszarach w skali mikro zastosowano kontrolę kompensacji ścieżki o niskiej energii, aby zminimalizować ryzyko przecięcia w małych narożnikach i uszkodzenia termicznego drobnych elementów konstrukcyjnych.
Podczas długotrwałych operacji obróbczych priorytetem jest utrzymanie stabilności naprężenia drutu i równomierności wyładowań elektrycznych, aby zmniejszyć ryzyko pęknięcia drutu, odprysków naroży i dryftu wymiarowego.
Po ośmiu przejściach wykańczających krawędź tnąca uzyskuje wykończenie pozbawione zadziorów, zapadnięć i wysoce wypolerowane, przypominające lustro.
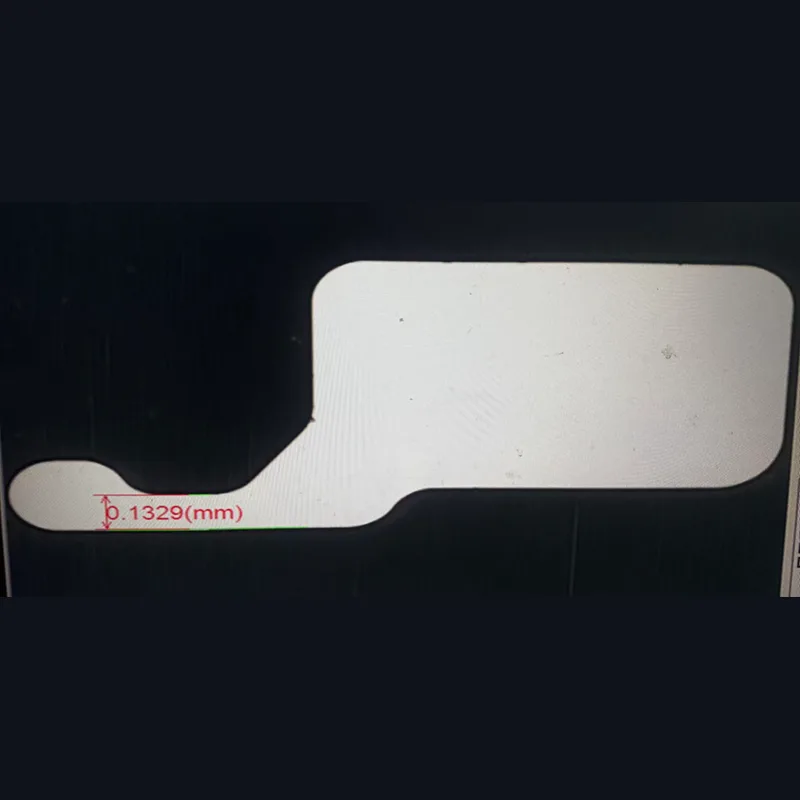
Wyzwania w obróbce mikrostruktur
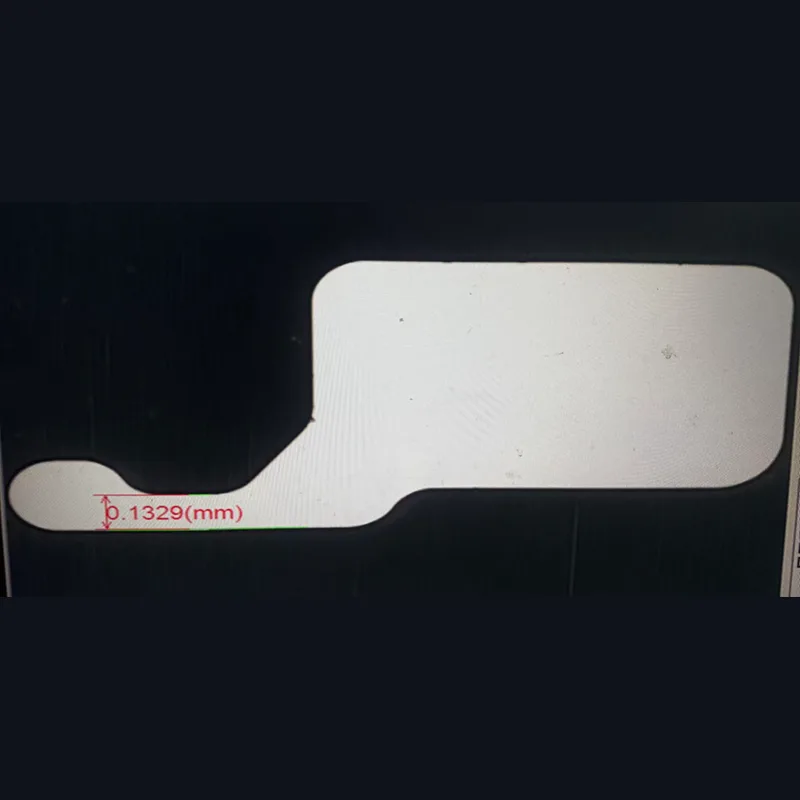
Wkładka do precyzyjnego tłoczenia sztancującego stanowi kwintesencję przykładu ultraprecyzyjnej struktury o złożonej geometrii w mikroskali. Obrabiany przedmiot charakteryzuje się wyjątkowo małymi narożnikami wewnętrznymi, bardzo drobnymi krawędziami skrawającymi, bardzo wąskimi szczelinami i złożoną geometrią stożkowego cięcia, z najlepszymi cechami strukturalnymi mierzącymi około 0,1329 mm. Wykonany z węglika wolframu KD20 – materiału charakteryzującego się dużą twardością i naturalną kruchością – przedmiot obrabiany nakłada niezwykle rygorystyczne wymagania w zakresie kontroli energii wyładowania, stabilności termicznej, kompensacji ścieżki i kontroli zsynchronizowanego cięcia stożkowego. Jest to szczególnie istotne w przypadku stosowania bardzo cienkiego drutu miedzianego o średnicy 0,05 mm, gdzie nawet najmniejsze wahania naprężenia drutu mogą zagrozić integralności krawędzi tnącej i stabilności wymiarowej części.
Kontrolowane środowisko obróbki w stałej temperaturze
Podczas ultraprecyzyjnego procesu wycinania drutowego EDM z powolnym posuwem środowisko warsztatowe jest utrzymywane w stałej temperaturze. Ścisła kontrola wahań temperatury otoczenia skutecznie minimalizuje błędy rozszerzalności cieplnej i dryft wymiarowy, które zwykle występują podczas długotrwałych operacji obróbki. Zapewnia to stałą stabilność wymiarową podczas wielu przejść wykończeniowych, spełniając w ten sposób wymagania ultraprecyzyjnej obróbki z tolerancją ± 0,001 mm.
Kontrola i inspekcja jakości przy użyciu IM-1220
W pełni zautomatyzowany system pomiaru obrazu Keyence IM-1220 służy do przeprowadzania zautomatyzowanych inspekcji skanowania na poziomie mikronów, skutecznie eliminując w ten sposób potencjalne błędy związane z pomiarami ręcznymi.
Do kluczowych parametrów kontrolnych zaliczają się: wymiary konturów wewnętrznych i zewnętrznych, naddatki na obróbkę jednostronną, prostopadłość odcinka krawędzi skrawającej o grubości 2 mm, kąt zbieżności 0,5° oraz wykończenie powierzchni krawędzi skrawającej.
System kontroli jest w stanie niezawodnie określać tolerancje do ± 0,001 mm i automatycznie generuje cyfrowe raporty z kontroli jakości.
Wykorzystując informacje zwrotne pochodzące z danych kontrolnych, można dalej optymalizować parametry obróbki i wartości kompensacji, tworząc w ten sposób system sterowania w pętli zamkniętej, który płynnie integruje procesy obróbki i kontroli.
Najnowocześniejsza kontrola jakości
Dzięki wielu etapom precyzyjnego wykończenia o bardzo niskim zużyciu energii ostateczna krawędź tnąca pozostaje ostra, pozbawiona zadziorów, zapadnięć krawędzi i śladów przypaleń. Jednocześnie proces ten skutecznie minimalizuje ryzyko gromadzenia się tekstury wypływu i mikroskopijnych pęknięć krawędzi, podnosząc w ten sposób jakość wytłoczonego przekroju i wydłużając ciągłą żywotność wkładki do precyzyjnego tłoczenia.
Obowiązujące pola
• Precyzyjne tłoczniki
• Formy złączy
• Formy do półprzewodników układów scalonych
• Precyzyjne komponenty medyczne
• Precyzyjne elektroniczne tłoczniki
• Precyzyjny sprzęt do nowych zastosowań energetycznych
Gorące Tagi: Wkładka do precyzyjnego tłoczenia, Chiny, producent, dostawca, fabryka
Powiązana kategoria
Części drutowe EDM
Części matryc do tłoczenia metali
Precyzyjne uchwyty narzędziowe
Części mechaniczne CNC
Tokarka CNC
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.





